Defeitos Comuns e Soluções na Fundição por Injeção de Alumínio
Devido à sua alta produtividade, precisão e capacidades de forma quase líquida, o processo de fundição por injeção de alumínio é amplamente utilizado nas indústrias automotiva, aeroespacial e de produtos de consumo. No entanto, defeitos podem surgir durante o processo de fundição por injeção de alumínio que comprometem a qualidade e o desempenho dos componentes fundidos. Este artigo examinará alguns dos defeitos mais prevalentes na fundição por injeção de alumínio, suas causas, impacto e soluções de mitigação.
Evitar defeitos é imperativo para uma produção de fundição por injeção de alumínio de alta qualidade e custo-benefício. É necessária uma análise cuidadosa da seleção de ligas, projeto do molde, controle de processo e simulação para identificar e abordar proativamente possíveis defeitos. Compreender as causas raízes e as estratégias de mitigação para defeitos comuns na fundição por injeção de alumínio permite a fabricação de componentes dimensionalmente precisos e estruturalmente sólidos. Com rigor de engenharia suficiente antecipado, as peças fundidas por injeção de alumínio podem fornecer desempenho e confiabilidade excepcionais.
Porosidade e Aprisionamento de Ar
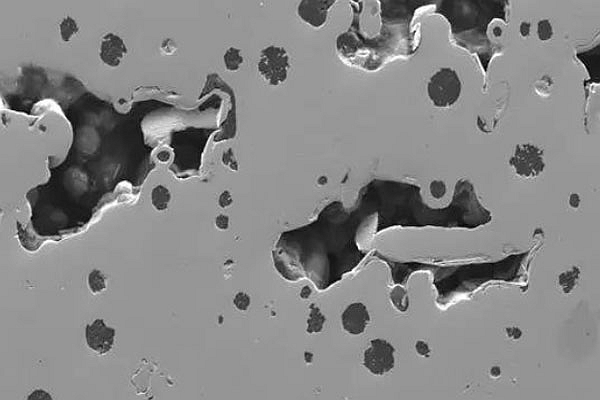
Porosidade e aprisionamento de ar são alguns dos defeitos mais frequentemente encontrados em peças fundidas por injeção de alumínio, aparecendo como pequenos buracos ou vazios distribuídos dentro da peça.
Causas: Temperaturas excessivas do metal fundido podem causar absorção de ar e dissolver hidrogênio, resultando em porosidade. Ventilação inadequada restringe a fuga de gases à medida que o metal fundido preenche o molde. Projeto de canalização deficiente leva ao preenchimento turbulento do molde, aprisionando bolhas de ar.
Impacto: A porosidade enfraquece a peça, atua como um concentrador de tensão e prejudica a estanqueidade à pressão. Vazamentos, instabilidade dimensional, perda de propriedades mecânicas e falhas em campo podem resultar.
Soluções: Otimizar o projeto do sistema de canalização, a colocação de ventilação e a dinâmica de preenchimento do molde pode minimizar o arraste de ar. Controlar a temperatura do metal fundido, usar fluxos de cobertura e técnicas de desgaseificação reduzem os gases dissolvidos. A simulação antecipada ajuda a evitar problemas.
Retração e Microporosidade
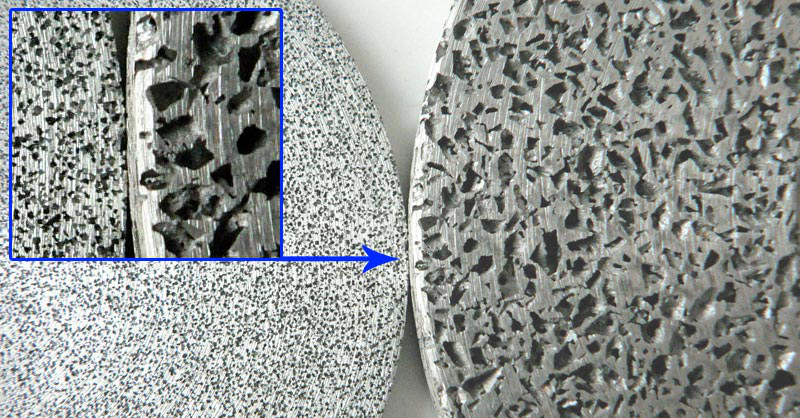
Retração de solidificação e microporosidade também são defeitos prevalentes na fundição por injeção causados por metal de alimentação inadequado para compensar a retração volumétrica.
Causas: Altas taxas de resfriamento na fundição por injeção podem levar à microporosidade à medida que as frentes de solidificação se encontram antes que os vazios de retração sejam preenchidos. Sensibilidade da liga, seções espessas e ventilação deficiente agravam esses defeitos.
Impacto: Propriedades mecânicas reduzidas, perda de estanqueidade à pressão, potencial vazamento e corrosão resultam da retração. A microporosidade enfraquece as peças e reduz a ductilidade.
Soluções: Ajustar a canalização para fornecer volume adequado de metal, otimizar gradientes térmicos e usar pinos de compressão pode ajudar a compensar a retração. Projeto adequado do molde, resfriamento uniforme, ligas modificadas e controle de microestrutura minimizam a microporosidade.
Falta de Fusão e Preenchimento Incompleto
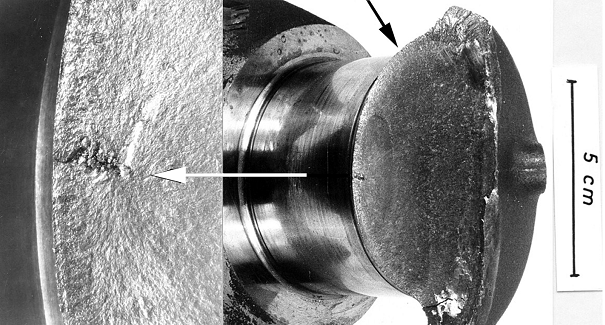
Defeitos de falta de fusão e preenchimento incompleto derivam do preenchimento incompleto da cavidade do molde durante a fundição.
Causas: Baixa temperatura do metal ou resfriamento excessivo podem impedir que o metal fundido alcance todas as áreas do molde. Canalização incorreta, solidificação prematura, aprisionamento de gás e ventilação deficiente promovem esses defeitos.
Impacto: Faltas de fusão e preenchimentos incompletos criam pontos fracos e planos de descontinuidade nas peças fundidas, reduzindo criticamente a resistência e permitindo falhas dos componentes.
Soluções: Melhorar a lubrificação do molde e manter a temperatura de vazamento ideal ajuda a evitar esses defeitos. Modificações no tamanho, número e posicionamento do canal de distribuição e da canalização melhoram o preenchimento da cavidade.
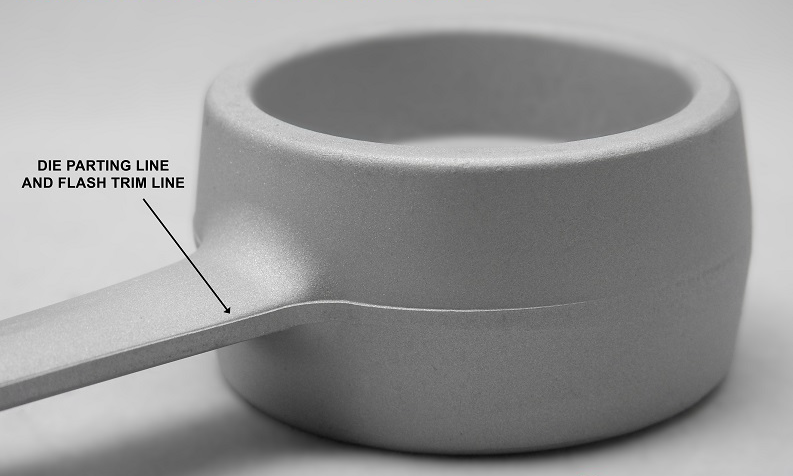
Rebarba e Linhas de Rebarba
Rebarba descreve o excesso de metal extrudado da linha de separação do molde durante a fundição. Linhas de rebarba são cristas indesejadas de metal solidificado deixadas na peça fundida.
Causas: Fixagem inadequada, expansão desigual do molde, contaminação por partículas e componentes do molde desgastados podem causar defeitos de rebarba durante a fundição, permitindo infiltração.
Impacto: A rebarba deve ser removida por retificação, o que é caro e demorado. Também indica possíveis inadequações no controle do processo.
Soluções: Manter as forças de fixação necessárias, substituir moldes desgastados, melhorar a lubrificação do molde e ajustar as dimensões do espaço de rebarba ajudam a evitar rebarba. Controlar a taxa de preenchimento, a temperatura do metal e os parâmetros da máquina é fundamental.
Trincas Quentes e Rasgos
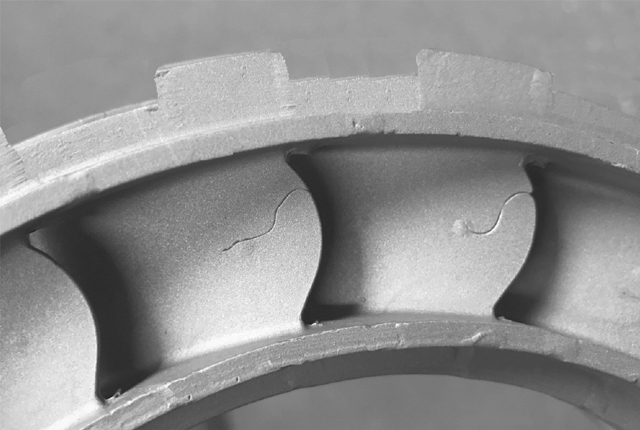
Trincas quentes e rasgos aparecem como separações na peça fundida resultantes de tensões durante a solidificação.

Causas: Restrições do molde durante a solidificação combinadas com altos gradientes térmicos promovem esses defeitos em ligas suscetíveis. Projeto de canalização deficiente também contribui.
Impacto: Trincas prejudicam criticamente a integridade e a longevidade dos componentes fundidos, levando a falhas ou incapacidade de atender aos requisitos de funcionalidade.
Soluções: Ajustar o projeto da canalização, controlar a temperatura do molde, reduzir gradientes térmicos e usar pinos de compressão pode ajudar a prevenir rasgos quentes. Otimizar os padrões e taxas de resfriamento é imperativo.
