¿Qué es la contracción del moldeo por inyección de metal?
La contracción del moldeo por inyección de metal es la reducción dimensional controlada que ocurre cuando una pieza en verde moldeada se convierte en una pieza metálica sinterizada densa a través del desengrasado y la sinterización. El problema práctico en las solicitudes de cotización (RFQ) es decidir cómo el material MIM, la materia prima, la geometría de la pieza, la compensación del molde, el proceso de sinterización y el plan de inspección controlarán las dimensiones críticas en piezas metálicas pequeñas y complejas.
¿Qué significa contracción en el moldeo por inyección de metal?
En el moldeo por inyección de metal, la contracción significa que la forma de la materia prima inyectada se vuelve más pequeña a medida que se elimina el aglutinante y las partículas de polvo metálico se densifican durante la sinterización. La pieza en verde moldeada se fabrica intencionalmente más grande que la pieza metálica final porque el molde y el plan de proceso deben compensar este cambio dimensional esperado.
La contracción no es un defecto aleatorio cuando el proceso MIM está controlado. La contracción es una parte normal del proceso MIM. El riesgo para los compradores es la contracción desigual, la distorsión impredecible o el cambio dimensional no controlado en características como agujeros, ranuras, paredes delgadas, roscas, resaltes, caras de referencia y superficies de acoplamiento.
Factor de contracción MIM | Etapa de fabricación afectada | Riesgo dimensional | Información que los compradores deben proporcionar en la RFQ |
|---|---|---|---|
Tipo de polvo metálico | Preparación de la materia prima y sinterización | Diferentes aleaciones y características del polvo pueden contraerse de manera diferente | Grado de aleación objetivo y cualquier material sustituto aprobado |
Sistema aglutinante | Moldeo por inyección y desengrasado | La eliminación del aglutinante puede afectar la estabilidad de la forma antes de la sinterización | Superficies funcionales y características frágiles |
Carga de polvo | Consistencia de la materia prima | La variación puede afectar la densidad final y la tendencia dimensional | Dimensiones críticas y prioridad de inspección |
Espesor de pared de la pieza | Desengrasado, calentamiento y sinterización | Las secciones gruesas y delgadas pueden contraerse o distorsionarse de manera diferente | Espesor de pared, nervaduras, resaltes y cambios de sección |
Geometría de la característica | Herramientas, desengrasado y soporte de sinterización | Agujeros pequeños, ranuras largas, postes delgados y características profundas pueden moverse o cerrarse | Agujeros funcionales, ranuras, roscas e interfaces de ensamblaje |
Soporte de sinterización | Carga del horno de sinterización | Las características no soportadas pueden hundirse, combarse o distorsionarse | Requisitos de planaridad, rectitud y referencia |
Compensación del molde | Diseño del molde | Una compensación incorrecta puede causar piezas sistemáticamente sobredimensionadas o subdimensionadas | Plano 2D, esquema de tolerancias y dimensiones de inspección final |
Mecanizado secundario | Acabado post-sinterización | Las características críticas aún pueden necesitar mecanizado después de la contracción | Superficies de referencia mecanizadas, roscas, agujeros o caras de sellado |
¿Cuándo ocurre la contracción durante el proceso MIM?
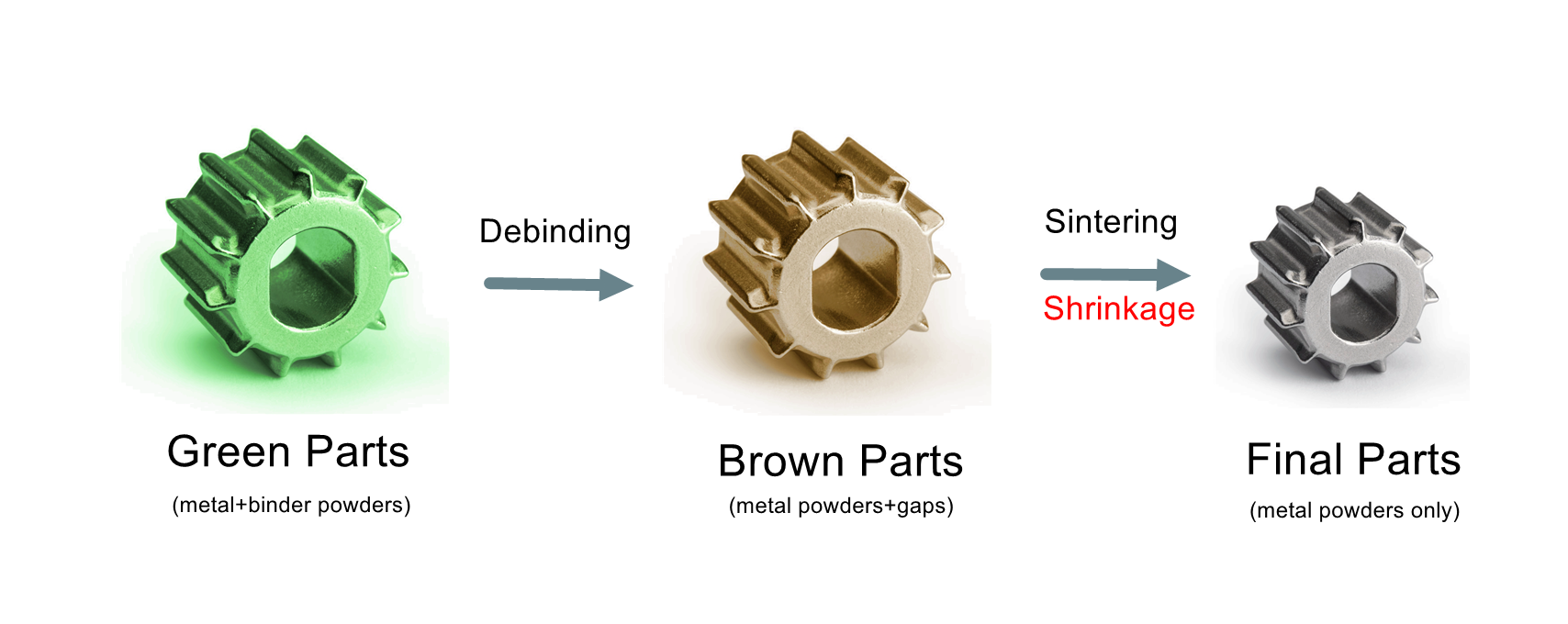
La contracción MIM se vuelve visible principalmente durante la sinterización, después de que la pieza en verde moldeada ha pasado por el desengrasado. La pieza en verde contiene polvo metálico y aglutinante. El desengrasado elimina el sistema aglutinante, dejando una pieza marrón frágil que debe conservar suficiente forma para la sinterización.
Durante la sinterización, las partículas de polvo metálico se unen y se densifican. Esta densificación reduce las dimensiones generales de la pieza y crea la estructura metálica final. La dirección y consistencia de la contracción dependen del polvo, el aglutinante, la geometría de la pieza, el soporte, las condiciones del horno y el control del proceso.
El comprador debe entender que la cavidad del molde no tiene el mismo tamaño que la pieza final. El proveedor de MIM diseña el molde con compensación de contracción para que la pieza sinterizada pueda alcanzar las dimensiones objetivo después de la reducción esperada.
¿Cómo afectan el material, la materia prima y la geometría de la pieza a la contracción MIM?
El material y la materia prima afectan la contracción porque cada aleación MIM y sistema de polvo tiene su propio comportamiento de sinterización. El acero inoxidable, el acero de baja aleación, el acero para herramientas, las aleaciones magnéticas y otros materiales MIM pueden requerir diferentes supuestos de procesamiento. El factor de contracción exacto debe ser confirmado por el proveedor para el material y sistema de materia prima seleccionados.
La geometría de la pieza también afecta la contracción. Una sección de pared uniforme suele ser más fácil de controlar que una pieza con cambios bruscos de sección, resaltes gruesos aislados, voladizos delgados, ranuras largas, agujeros ciegos o características muy pequeñas. La distribución desigual de masa puede aumentar el riesgo de distorsión durante el desengrasado y la sinterización.
Los compradores deben identificar las dimensiones funcionales desde el principio. Un perfil exterior cosmético puede tolerar más variación que un cojinete, una característica de encaje a presión, un agujero roscado, una superficie de sellado, un diente de engranaje o una referencia de acoplamiento. Esa distinción ayuda al proveedor a planificar las herramientas, el soporte de sinterización, la inspección y el posible mecanizado secundario.
¿Cómo afecta la contracción a las dimensiones y tolerancias MIM?
La contracción afecta tanto al tamaño general de la pieza como a la precisión de las características locales. Incluso cuando se predice la contracción global, las características individuales pueden verse influenciadas por la ubicación del punto de inyección, el espesor de la pared, la ruta de desengrasado, el soporte de sinterización, la carga del horno y la orientación de la pieza.
Para las RFQ de MIM, los compradores deben evitar asignar tolerancias estrictas a cada característica por defecto. La tolerancia estricta debe reservarse para dimensiones funcionales como superficies de acoplamiento, agujeros, taladros, ubicaciones de roscas, áreas de sellado, características de alineación y superficies de referencia. Las dimensiones no funcionales a menudo pueden usar expectativas de tolerancia más amplias.
Si una dimensión es demasiado crítica para el control MIM tal como se sinteriza, puede ser necesario un mecanizado secundario, acuñado, calibrado, rectificado u otra operación de acabado. El plano debe hacer claras esas características críticas para que la cotización incluya la ruta de proceso correcta.
¿Cómo compensan las herramientas y el control del proceso la contracción MIM?
Las herramientas MIM compensan la contracción escalando la cavidad del molde y ajustando el diseño de las características según la materia prima seleccionada y el proceso de sinterización. Esta compensación se basa en la experiencia del proceso, los datos del material, el comportamiento del flujo en el molde y la retroalimentación dimensional de las muestras.
El control del proceso respalda esta compensación. La consistencia de la materia prima, las condiciones de moldeo por inyección, el ciclo de desengrasado, el perfil de temperatura de sinterización, la atmósfera del horno, el soporte de la pieza y la retroalimentación de la inspección afectan la consistencia dimensional. Un proceso estable ayuda al proveedor a mantener el comportamiento de contracción predecible desde el muestreo hasta la producción.
La inspección cierra el ciclo. La inspección de primera pieza, la medición con máquina de medición por coordenadas (CMM), las verificaciones con calibres, la inspección visual, la revisión de densidad y las pruebas funcionales pueden identificar si la compensación de contracción es correcta o si es necesario ajustar las herramientas, el proceso o las operaciones secundarias.
¿Qué deben proporcionar los compradores cuando la contracción MIM es una preocupación para la cotización?
Una RFQ de MIM útil debe incluir el modelo CAD 3D, el plano 2D, la aleación objetivo, la cantidad esperada, la función de la pieza, las dimensiones críticas, las notas de tolerancia, los requisitos de acabado superficial, las necesidades de tratamiento térmico u operaciones secundarias, los requisitos de inspección y cualquier interfaz de ensamblaje que no pueda modificarse.
Los compradores también deben marcar las dimensiones que son críticas después de la sinterización. Si los agujeros se perforarán después de la sinterización, si las roscas se mecanizarán, si una referencia se rectificará o si una superficie se pulirá, esas operaciones deben indicarse antes de la cotización.
La respuesta práctica es que la contracción MIM es esperada y manejable cuando la selección del material, la compensación del molde, el desengrasado, la sinterización, la inspección y las operaciones secundarias se planifican juntas. El valor exacto de contracción debe tratarse como específico del proyecto en lugar de copiarse de una regla general.
Preguntas frecuentes relacionadas
¿Cuáles son los factores que afectan la tolerancia de las piezas MIM?
¿Qué materiales son adecuados para el moldeo por inyección de metal?
¿Cómo se asegura la consistencia dimensional en la producción en masa?
¿Qué métodos de inspección de calidad se utilizan para componentes MIM con tolerancias estrechas?



